
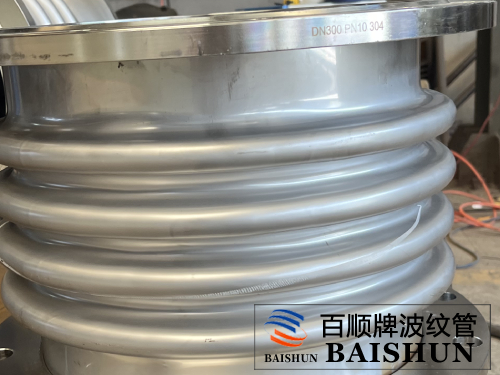
軸向型波紋補償器焊接工藝討論會
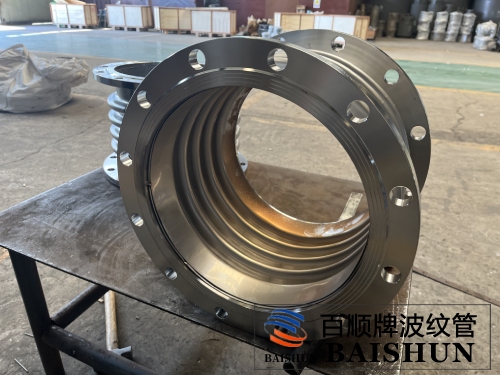
近日偉業波紋管組織技術人員對軸向型波紋補償器的焊接工藝展開討論,軸向型波紋管焊接多是氬弧焊, 它是電弧焊中的一種。生產 焊接式 波紋管補償器時,波紋管由1Crl8Ni9Ti制成,壁厚較薄。與之連接的平焊法蘭一般采用Q235A材質,由于波紋管壁厚與平焊法蘭厚度相差較大,焊接時受熱不均,容易燒穿波紋管,接頭成型困難。

氬弧焊技術是在普通電弧焊的原理,利用氬氣對焊材的保護,通過高電流使焊材在被焊基礎上熔化成液態形成熔池,使被焊賀焊材達到冶金結合的一種焊接技術。由于在高溫熔融焊接中不斷送上氬氣,使焊材不能和空氣中的氧氣接觸,從而防止了焊材的氧化 。
河北偉業波紋管制造有限公司焊接式波紋管補償器焊接技術參數:
(1) 組裝前將接頭清理干凈;
(2) 工藝參數:直流正接,鎢極直徑0.6,電流60-80a,氫流量5-7l/min,焊絲為hocr19ni9ti;
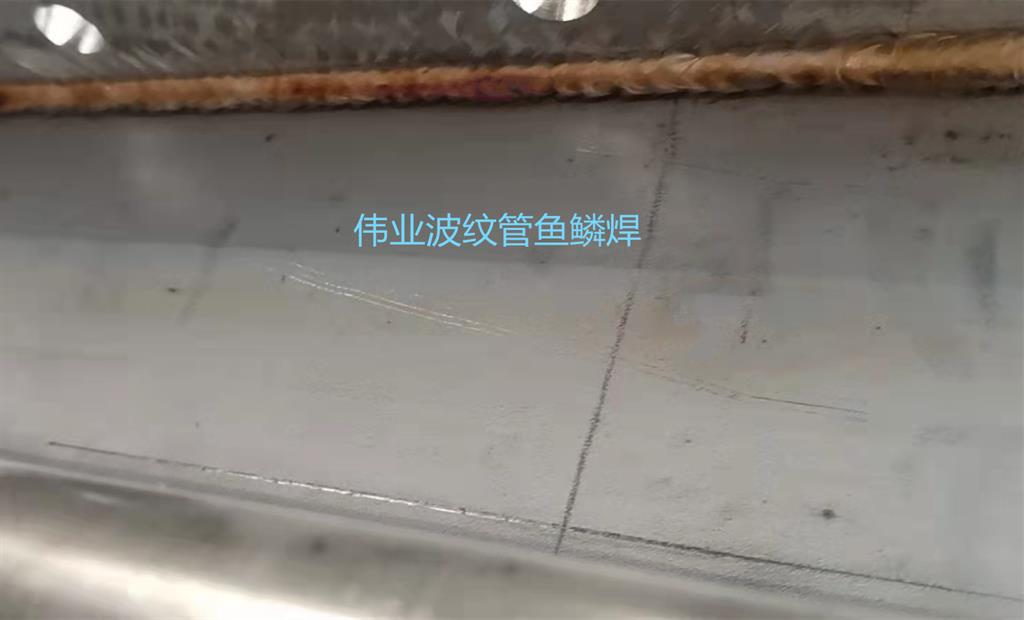
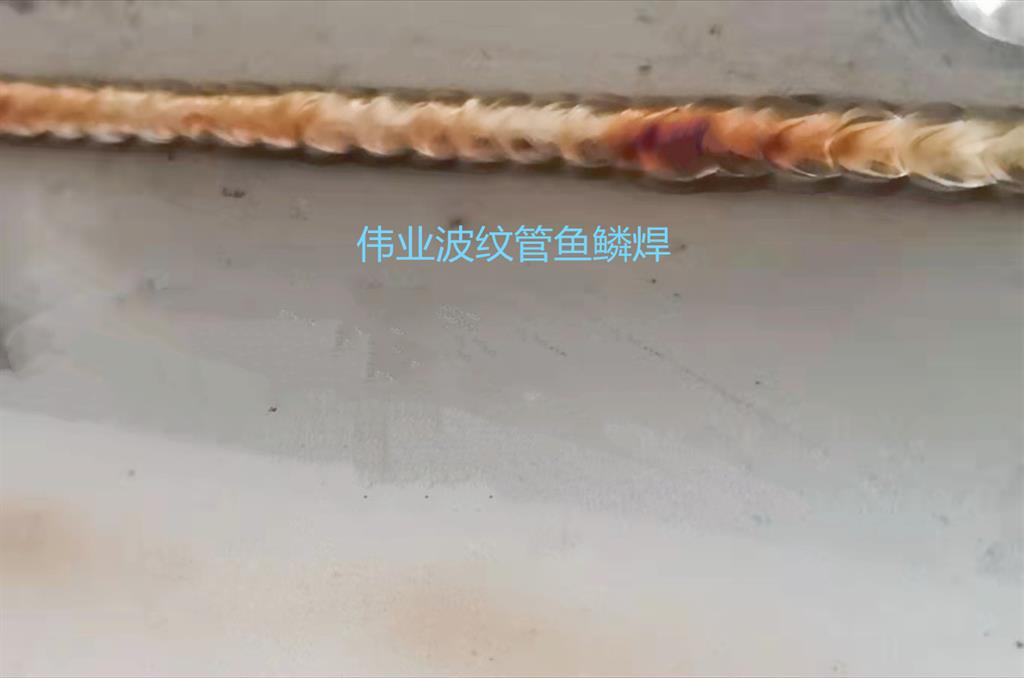
(3)工藝措施:接頭定位焊后,將焊絲彎成一圈,并在接頭處覆蓋。焊接過程中,根據工件的轉動情況,焊接點始終處于45℃爬升焊接位置。焊槍采用快、慢擺動方式,即焊槍擺動到波紋管時動作迅速,擺動到正常藍色時略有停止。焊接時無需填充焊絲。
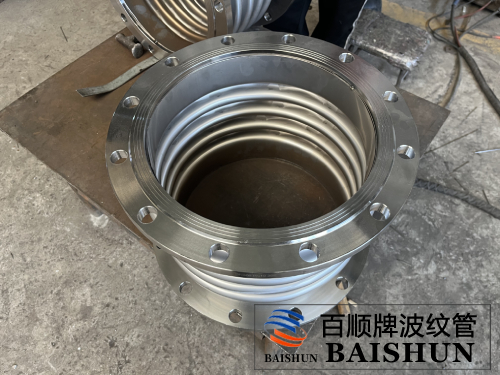
軸向型波紋補償器 組裝工藝:
( 1 )波紋管直邊段內外徑的尺寸應符合GB1804中H12級要求。
( 2 )波紋補償器與管道(或設備)的連接法蘭和端管的尺寸及技術要求應符合相應的標準。端管連接時,兩端管口應開30度±2.5度的坡口。
( 3 )波紋補償器的端管為鋼板卷制電焊管時,端管的外接端四周長公差和圓度公差應符合公差表。
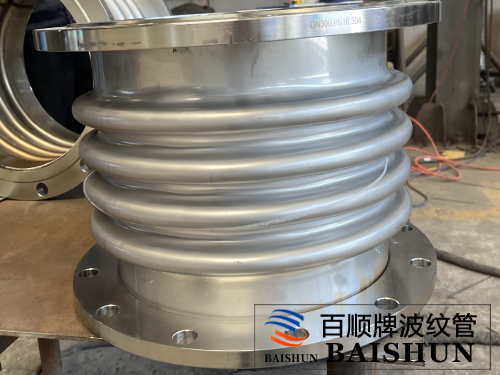
( 4 )波紋管與端管(或法蘭)等相連的環焊縫應采用鎢氬弧焊或熔化氬弧焊,波紋管單層壁厚大于2mm時可采用電弧焊。
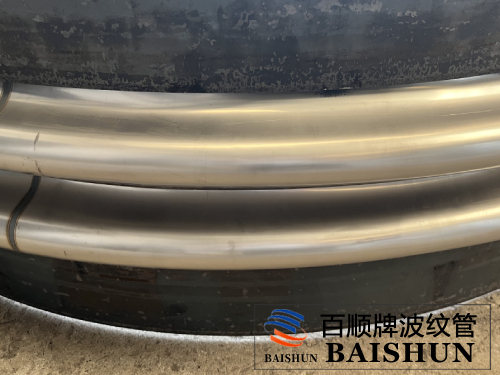
( 5 )組裝波紋補償器時應對波紋管采取保護措施,防止電弧燒穿波紋管和焊渣飛濺到波紋管上。軸向型波紋管部位的焊縫不得有裂紋、氣孔、夾渣等,咬邊不得大于0.5mm.
( 6 )波紋補償器承壓焊縫焊完后,應對承壓焊縫進行壓力試驗,試驗壓力為設計壓力的1.5倍。根據軸向型波紋管的容積大小,保壓10-30min,檢查軸向型波紋管部位有無滲漏,受壓時波距與受壓前波距之比不超_過1.15。
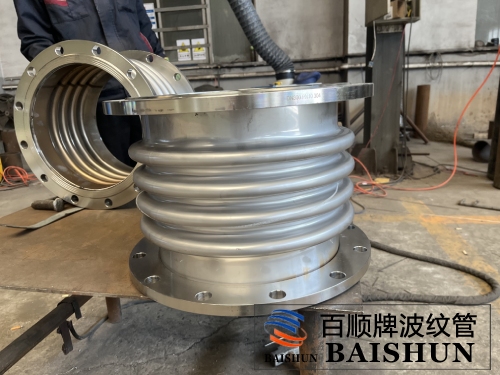
波紋補償器焊接施工步驟:
(1) 采用電加熱器預熱定位焊,在坡口兩側120mm范圍內均勻加熱,預熱溫度150~200℃。定位焊高度3~5mm,長度30~40mm,間距100~150mm。
(2) 施焊前認真檢查定位焊縫質量,不得有任_何形式的裂紋。在整個焊接過程中,層間溫度不得低于預熱溫度。焊接時,管口兩端應用石棉板封堵,防止風通過管道。夾層應仔細仔細清理。用5倍放大鏡檢查不得有裂紋等缺陷。合格后方可進行下一道焊接工序。整個焊縫一次完成。
(3) 安裝過程中,不允許焊渣飛濺到波殼表面,不允許波殼受到其它機械損傷。
(4) 管系安裝完畢后,應盡快拆除波紋補償器上用作安裝運輸的黃色輔助定位構件及緊固件,并按設計要求將限位裝置調到規定位置,使管系在環境條件下有充分的補償能力。


聯系我們
電話: 0317-8184517
0317-8185517
0317-8194444
銷售一部:13012021818 曹經理
銷售二部:13012031919 祝經理
Q Q:2496772192
傳真:0317-8227086
郵編:062150
郵箱:hbbtbwg@163.com

